









 italianoit
italianoit
italianoit
applicazione di guarnizioni a vite di blocco JST?
guarnizioni a vite di blocco , anche chiamato imballaggio a vite di bloccaggio è realizzato in elastomero e due cappucci terminali in metallo SS. fornisce una tenuta affidabile in molteplici campi di pressione e ambienti di servizio.
jst ha condotto il test PR2 per qualificare l'elastomero esistente/ imballaggio a vite di bloccaggio in metallo a 20,000 psi a un intervallo di temperatura compreso tra -50 e 350 ºF. questo test consisteva in un test di prova di 20,000 psi di gas azoto insieme a un test del ciclo API PR2 a 20,000 psi.
1 condizioni di prova
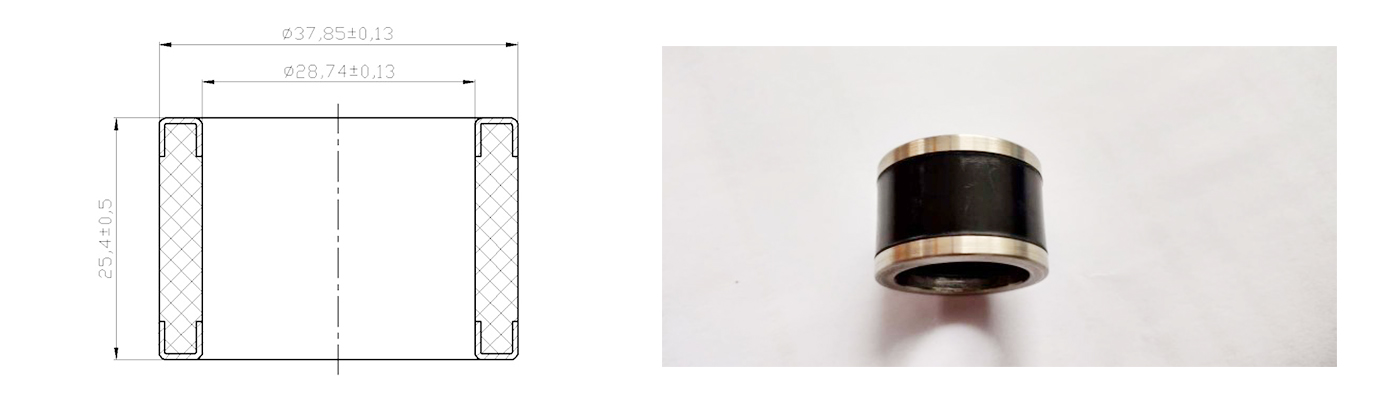
1) prodotto : guarnizioni a vite di bloccaggio 1.132X1.495X1”
2) materiale: HNBR caricato con fibra di vetro + 316 SS end cap
3) temperatura: -46 ℃ ~ 177 ℃ (-50 A 350 ℉)
4) pressione: 20000 psi
5) mezzo di prova del gas: N2
6) mezzo di prova idrostatico: N2
7) tipo di tenuta: tenuta statica
2 prodotti
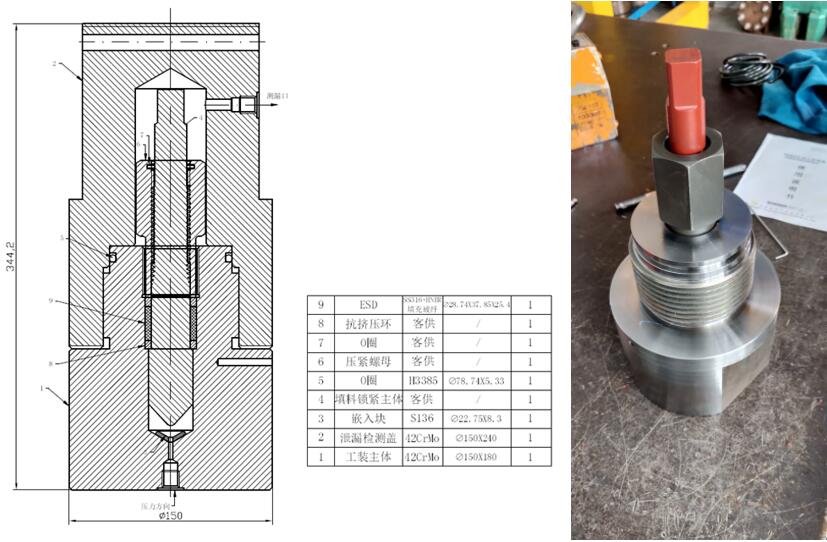
3 fissaggio e montaggio
4 procedura di prova
4.1 prova di protezione ambientale (coppia minima 677.5 N.M, coppia massima 1084N.M)
4.1.1 inserire il gruppo baderna LDS nell'attrezzatura, fissare l'attrezzatura, utilizzare una chiave dinamometrica per serrare il dado di compressione della baderna LDS in senso orario con una coppia di 800N.M .
4.1.2 registra la coppia di esercizio del corpo LDS.
4.1.3 collegare la linea N2 all'apparecchio, posizionare l'apparecchio nel forno.
4.1.4 applicare 20000 psi con incrementi di 5000 psi all'attrezzatura. mantenere la pressione di 20000 psi per 15 minuti e monitorare la linea della bolla per individuare eventuali perdite. se il test ha esito positivo, passare a PR2 prova.
4.1.5 se si verifica una perdita, serrare il dado del premistoppa della baderna LSD a 813N.M. ripetere i passaggi da 1.2 a 1.4.
4.1.6 se necessario, ripetere i passaggi da 1.2 a 1.4, aumentare le coppie sul dado del premistoppa con incrementi di 67.75N.M finché la coppia di tenuta della baderna o del dado del premistoppa raggiunge 1084N.M.
4.2 Preparazione del test API PR2:
4.2.1 installare l'o-ring e l'anello di supporto nella scanalatura sul corpo, avvitare il cappuccio di rilevamento delle perdite sull'attrezzatura e impostare le linee di rilevamento della pressione e delle perdite del gas N2. collegare termocoppie alle due posizioni sul corpo dell'apparecchio.
5 procedura (per API 6A appendice F PR2)
5.1 prova di mantenimento della pressione a temperatura ambiente (temperatura ambiente, 20000 psi)
5.1.1 applicare 20000 psi al dispositivo e tenerlo premuto per 15 minuti.
5.2 prova di pressione alla massima temperatura nominale (177℃/350℉, 20000 psi)
5.2.1 rilasciare la pressione e riscaldare l'apparecchio a 177℃/350℉.
5.2.2 applicare 20000 psi all'imballaggio e mantenere la pressione per un'ora.
5.3 prova di pressione alla temperatura nominale minima (-46℃/-50℉, 20000 psi)
5.3.1 rilasciare la pressione e raffreddare l'apparecchiatura a -46℃/-50℉.
5.3.2 applicare 20000 psi alla baderna LDS e mantenere la pressione per un'ora.
5.3.3 rilasciare la pressione e riscaldare l'apparecchio a 27℃/80℉.
5.4 test del ciclo di temperatura e pressione (-46℃/-50℉, 20000 psi)
5.4.1 applicare 12000 psi a 27℃/80℉, aumentare la temperatura a 177℃/350℉, mantenere la pressione a 10000-20000 psi durante il processo di riscaldamento, e applicare 20000 psi quando la temperatura è stabile a 177 ℃/350 ℉;
5.4.2 con pressione sull'apparecchio, mantenere la temperatura a 177℃/350℉ per un'ora;
5.4.3 abbassare la temperatura a -46℃/-50℉, mantenere la pressione a 10000-20000 psi durante il processo di raffreddamento, e applicare 20000 psi quando la temperatura è stabile a -46 ℃/-50℉;
5.4.4 con pressione sull'apparecchio, mantenere la temperatura a -46℃/-50℉ per un'ora;
5.4.5 mantenendo 20000 psi sulla confezione, aumentare la temperatura a 27℃/80℉, mantenendo la pressione a 10000-20000 psi durante il processo di riscaldamento;
5.4.6 quando la temperatura si stabilizza a 27℃/80℉, rilasciare la pressione. riscaldare l'apparecchio a 177℃/350℉;
5.4.7 applicare 20000 psi all'imballaggio e tenerlo premuto per un'ora, quindi rilasciare la pressione;
5.4.8 raffreddare l'apparecchio a -46℃/-50℉;
5.4.9 applicare 20000 psi all'imballaggio e mantenere la pressione per un'ora, quindi rilasciare la pressione;
5.4.10 riscaldare l'apparecchio a temperatura ambiente;
5.5 temperatura ambiente e test di mantenimento ad alta pressione (temperatura ambiente, 20000 psi)
5.5.1 applicare 20000 psi all'imballaggio e mantenere la pressione per un'ora.
5.6 temperatura ambiente e test di mantenimento a bassa pressione (temperatura ambiente, 2000 psi)
5.6.1 rilasciare la pressione e riapplicare 2,000 psi alla baderna e tenerla per un'ora.
5.7 scaricare la pressione e smontare il dispositivo di prova.
6 standard di accettazione
durante ciascun periodo di mantenimento della pressione, nessuna perdita visibile o caduta di pressione deve essere inferiore al 5% o 3.45 mpa (500 psi) della pressione di prova,, a seconda di quale delle due sia la minore come accettazione.
7 conclusione del test
pr2 le prestazioni delle guarnizioni a vite di blocco superano l'API 6A 21a edizione allegato F PR2 a temperatura L-X (-46 ℃ ~ 177 ℃ (-50 TO 350 ℉)) e pressione di esercizio di 20000 psi con gas come mezzo di prova.
Precedente :
Rapporto di prova dell'elemento packer da 5".Il prossimo :
applicazioni di guarnizioni FS di grandi dimensioni e guarnizioni PCategorie
Nuovo blog



Per Richieste sui nostri prodotti o del nostro listino prezzi, per favore lasciarci e ci saremo in contatto entro 24 ore.



 No. 1, Xinyu North Road, Ningxi Street, Zengcheng District, Guangzhou, China 511340
No. 1, Xinyu North Road, Ningxi Street, Zengcheng District, Guangzhou, China 511340
© Diritto dautore: 2026 Guangzhou JST Seals Technology Co., Ltd. Tutti i diritti riservati.
Scansiona su WeChat




